1.はじめに
この度は,日本フルードシステム学会平成30年度学術論文賞という大変栄誉ある賞をいただき,身に余る喜びを感じている.この論文を執筆するにあたり多くの実験成果を上げてくれた池田遼君(当時富山高専専攻科生,現東京工業大学大学院生),ならびに富山高専着任時により研究支援・指導をいただいき共著者でもある西田均先生(富山高専名誉教授),百生登教授(富山高専名誉教授)ならびに研究協力いただきました島田邦雄先生(福島大学教授),井門康司先生(名古屋工業大学教授)には深く御礼申し上げる.本稿は受賞論文である「磁気混合流体を用いたホーニング加工特性と加工中の磁気クラスタの挙動1)」について紹介する.
2.磁気混合流体を用いたホーニング加工特性と加工中の磁気クラスタの挙動
2.1 背景
現在,円筒状の内面に対する精密研磨加工はホーニング加工機を用いて行われている2).しかし,この加工方法は加工条件の設定と工具とワークの位置合わせが難しいこと,また,安定な加工性能とサブミクロンオーダーの形状精度,加工変質層の少ない加工表面を得ることは困難な状況にある.特に,内面に形状変化を有する場合はホーニング加工機による研磨加工は不可能な状態である.このため,円筒状の内面に対して,容易に加工条件を設定できる新たな自動研磨技術の開発が求められている.
そこで本研究では磁場印加により見かけの粘度が増加する磁気機能性流体を用いた研磨加工技術3),4),5)に着目した.論文では磁気混合流体(Magnetic Compound Fluid, 以下MCF)を用いた円筒状の内面に対する加工方法を提案するとともに,その加工量特性や表面粗さ,形状精度などの特性を明らかにした.加工は工具の回転軸と被加工物である円筒内面の中心軸が一致する方法(同軸加工)と工具の回転軸が被円筒内面の中心軸に対して偏心させて行う方法(偏心加工)を用いた.また,加工中の磁気クラスタの挙動を観察して,工具回転数ごとの磁気クラスタの形状や加工速度を明らかにする.これにより,本加工法の加工特性を考察する.
2.2 加工原理
図1は円筒状部品の内面に対するMCFを用いた研磨加工の模式図である.工具は非磁性体丸棒に1個のリング状永久磁石を取り付けたものである.リング状永久磁石に砥粒を含んだMCFを付着させると,磁力線に方向に分散粒子による凝集体(磁気クラスタ)が形成される.この磁気クラスタは磁性流体中のマグネタイト粒子と鉄粒子,および,α-セルロースで構成される.また,非磁性体の砥粒には磁気浮力6)が作用して,磁場強度の小さい円筒内面に移動する.すなわち,砥粒は磁気クラスタの外側に配置する.加工は砥粒に磁気クラスタの半径方向の力が作用することと砥粒と円筒内面の相対運動により行われる.磁気クラスタの形状と体積は加工範囲と加工力にそれぞれ関係すると考えられる.
2.3 円筒内面加工実験
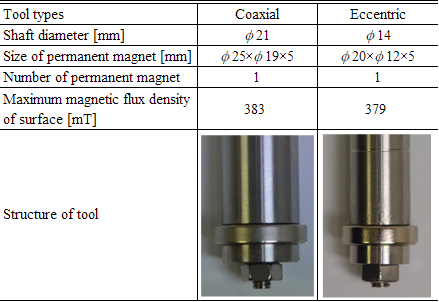
MCFの作成にはケロシンベースの磁性流体(MSGS60,フェローテック製)を母液とし,カーボニル鉄粉(平均粒径7 μm,CL,BASF製)を加えた.供試流体としては,このMCFに対し,磁気クラスタを補強するためのα-セルロース(α-Cellulose(fibriform),ナカライテスク製),および,砥粒として非凝集純アルミナ粉末(AP-D(平均粒径3μm),丸本ストルアス製)を混入し,ホモジナイザーを用いてこれらを分散させて作成した.実験装置と工具の外観を図2に示す.実験装置は縦型NCフライス盤を使用しており,ワークはテーブル上のステンレス製レバーチャックにステンレス製のリング状治具を介して保持されている.本研究で使用した工具の諸元を表1に示す.工具は同軸加工用と偏心加工用の2種類を製作した.工具軸の材質はステンレス(SUS304)であり,リング状永久磁石の材質はネオジム(Nd2Fe14B, N40)である.同軸加工では工具に回転運動と上下の往復運動を与えた.偏心加工では工具に回転運動と公転運動,および,上下の往復運動を与えた.永久磁石と円筒内面の最小隙間δは0.5 mmである.各工具に使用した供試流体量は永久磁石の周囲に厚さ1 mm分の体積になる質量を付着させた.
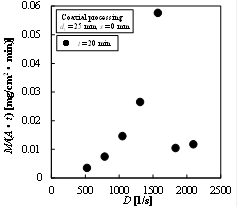
主な結果として,図3に同軸加工と偏心加工における単位時間単位面積当たりの加工量M/(A・t)とせん断速度Dの関係を示す.同軸加工の場合,加工量はせん断速度に対して増加し,D = 1570 1/s (nt = 600 rpm)でピークを持つ.その後急激に減少することを示している.また,Fig. 3(b)の偏心加工の場合においても同様の傾向を示しており,加工量はD = 1700 1/s (nt = 810 rpm)でピークを持ち,その後減少する.加工量はピークを持つまで,せん断速度の増加に対して大きくなる.これはリング状永久磁石の外周面に形成された磁気クラスタと加工表面との加工速度に相当する相対速度の増加によるためと考えられる.加工量がピークを持つ原因としては,リング状永久磁石の外周面に形成される磁気クラスタの破断が考えられる.また,表面粗さならびに真円度の向上についても同軸加工,偏心加工のいずれも加工量が最大となるせん断速度で最も向上することがわかった.
2.4 磁気クラスタ可視化実験
同軸加工の場合について石英ガラス管ワークを用いて可視化撮影実験から解析を行った.図4に各工具回転数におけるガラス管内面近傍の磁気クラスタの様相を示す.磁気クラスタは工具回転数の増加に対して,長さと太さが変化することがわかる.磁気クラスタの長さについては,工具回転数の増加に対して,長くなり,その後短くなっていくことがわかる.太さに対しては,工具回転数の増加につれ,太くなっていくが,nt = 800 rpm では,細くなっているように見える.また,工具回転数と磁気クラスタの存在領域の関係についてはnt = 600 rpmが一番大きくnt = 700,800 rpmでは存在領域は減少することがわかる.また,管内壁近傍の磁気クラスタに対して速度解析を行ったところ流体力学的には隙間内の流れはビンガム流体と同じ挙動をしていると考えられる.
2.5 考察
加工特性と磁気クラスタの様相を比較すると,工具回転数と加工量ならびに磁気クラスタの存在領域の関係は似た傾向を示しており,磁気クラスタの存在領域が大きいと,加工量は大きいことがわかる.また,図3で示すように,加工量は工具回転数nt = 600 rpmまで加工速度の増加につれ大きくなる.これは,磁気クラスタの変化が小さく回転速度の増加による加工能率の増加が支配的に働くためである.しかし,それを超えると加工量は磁気クラスタの存在割合の減少のため急激に減少する.従って,高い加工能率は,加工圧力を発生する磁気クラスタ作用面積が必要である.また,長く太い磁気クラスタが存在できる加工速度のコントロールが重要であることがわかる.
2.6 結論
MCFを用いたリング状部品内面研磨における工具動作の加工特性に及ぼす影響と,加工時の磁気クラスタの様相を明らかにした.本研究をまとめると以下の通りである.
(1) 加工能率はせん断速度に対して,ピークを持つ.ピークとなるせん断速度では,表面粗さや真円度は最も向上する.
(2) 加工中の磁気クラスタの形状はせん断速度に対して変化する,磁気クラスタの長さや存在領域は加工能率が最大となるところでピークを持つ.
参考文献
1) 山本久嗣,西田 均,百生登,島田邦雄,井門康司:磁気混合流体を用いたホーニング加工特性と加工中の磁気クラスタの挙動,日本フルードパワーシステム学会論文集,Vol.49,No.1,p.26-34 (2018)
2) 水谷 秀行, 浜岡 亨, 浜田 晴司, 稲崎 一郎:超音波振動援用による高性能ホーニング加工法の開発—半径方向振動発生装置の開発と評価—,砥粒加工学会誌,vol.57(6),p.395-400 (2013)
3) William I. Kordonsky and Sergei Gorodkin: Material removal in magnetorheological finishing of optics, Applied Optics, vol. 50, Issue 14, p.1984-1994 (2011)
4) 島田邦雄,藤田豊久,岡英夫,赤上陽一,神山新一:MCF(磁気混合流体)の流体力学的特性と磁化特性,日本機械学会論文集,67,664 B, p.3034-3040 (2001)
5) 佐藤 隆史, 呉 勇波, 林 偉民, 島田 邦雄:磁気混合流体(MCF)による3次元研磨に関する研究,砥粒加工学会誌Vol. 54(7), p.425-430 (2010)
6) 神山新一:磁性流体入門,産業図書, (1989)
 著者紹介
著者紹介
やまもとひさし
山本久嗣 君
2011年金沢大学大学院自然科学研究科博士後期課程修了.同年伸晃化学(株)入社, 2014年富山高等専門学校教育技術センター助教,2014年同ソリューションセンター助教,現在に至る.磁気機能性流体を用いた精密研磨,磁気機能性流体の特性評価の研究に従事.日本フルードパワーシステム学会,日本機械学会,砥粒加工学会などの会員.博士(工学).
E-mail: h.yamamoto(at)nc-toyama.ac.jp
![]()
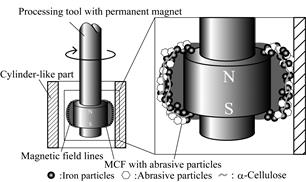

図1 加工理論概容 図2 加工実験装置

(a) 同軸加工 (b) 偏心加工
図3 加工量とせん断速度の関係
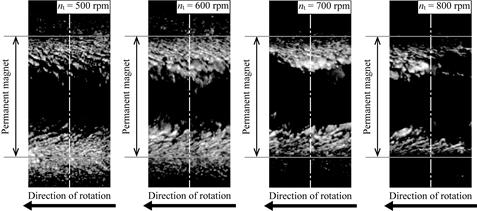
図4 磁気クラスタの可視化
表1 工具諸元