�P�D�͂��߂�
���̓x�C���{�t���[�h�p���[�V�X�e���w����2020�N�x�Z�p���J�܂������������ƂɂȂ�C�w��C���E���Ă������������X�C�����̊W�҂ɐS��芴�Ӑ\���グ�܂��D�w���̎�ܒʒm�ɂ́C��܂̗��R�Ƃ��ā@�@�V���x���p�R���g���[���ق̊J����g�̂ɂ��C���@�B�̐��\����𐄂��i�߁C���i�ʉ��C���������ɍv�������D�A�C�O�̊֘A���KPM(USA)�i�A�����J�j�CKPM(UK)�i�C�M���X�j�ł��Ζ����C�O�ɂ����Ă������ƊE�ɍv�������C�ƂȂ��Ă��܂��D�Ζ��������d�H�Ɓi���j�̊W�҂Ƌ��Ɏ�܂����Ǝv���Ă���܂��D
�Q�D�����Ƃ̏o�
�C�m�ے�1�N�ڂŁi�́j�Ό��q�j�������g�����ɊW�������̗͊w���_�h�Ƃ����u�`�����D�����ɖ����H�w/�H�Ƃ̊T�������D�m�[�g�̋L�ڂ����̂܂ܓ]�L����F�g���{�ɂ���������̋ߑ㉻�E�E�E1950�N��C���Ăɔ�ׂċZ�p�I�ɂ�30�N���炢�̒x��D���݁i1976�N�����j���e�I�ɂ�20�N�̒x�ꂪ�L��D����Ĕ��邱�Ƃɐ�O�C�J�����Ȃ��D�h�Ƃ���D�Ō�̕��͐S�ɗ��܂��Ă����D�����C�C�O����̋Z�p��g�i�������C���ЊJ���i�����Ȃ������̂͊m���ł��낤�D
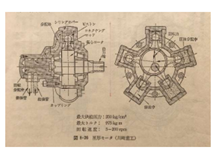
�k�邪�C�w��4�N�̎��ɁC���̋@�B�̍u�`���L��C���̋��ȏ��u���̋@�B�v1�j�̌��G�Ɂu�����|���v �| �Δ��A�L�V�����v�����W���|���v�i���d�H�j�v�i�}1�j���f�ڂ���Ă����D���Ќ�ɁCKVC925�Ƃ����^���ł��邱�Ƃ�m�����D�������{�����Ŗ������Ȃ��������ЊJ���i�Ƃ������Ƃł��̏��Ёi1971�N���s�j�Ɍf�ڂ��ꂽ���̂Ǝv���D���Ђ̖{���̒��ɂ��L�ڂ���Ă��邪�C�g�ۖ_��̃s�X�g���͓��Ƀv�����W���ƌĂ�ŋ���h���Ă����̂ŁC�v�����W���|���v�ƌď̂���Ă����D
�R�D�����@��̊J���C�v
3.1�@���d�H�|���v�J���̗��j
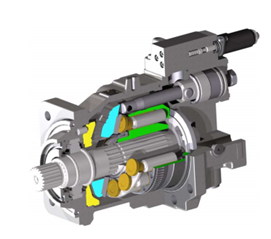
���̓|���v�v�Ɍg��������Ƃ͂Ȃ����C�����炻�̊J��������������邱�Ƃ��ł����D�O�q�̃|���vKVC925��100�t/rev�ł��邪�C���݂͎Δ^�A�L�V�����s�X�g���|���vK7V�V���[�Y�ɂȂ��Ă���C63�C125�C140�C160�C180�C280cc/rev�ƃT�C�Y�������Ă���D��{�I�\���͑傫���͕ς���Ă��Ȃ��悤�Ɍ����邪�C�e�ׂɌ���ƑS�̓I�ɐ������ꂽ�`��ɂȂ��Ă���DK7V125 ��KVC925�Ɣ�r����ƈ��͂�1.4�{�i21MPa��35 MPa�j�C�o�͖��x���4�{�ɂȂ��Ă���D���i�̍ו��`��C�ގ��C�\�ʏ���/�d�グ�C���͂܂������قȂ���̂ł���C�ʂ̃|���v�Ƃ�����D���ꂼ��̕��i�ɒ��N�|���Ă��������̃m�E�n�E�����荞�܂�Ă���D
����������C�������Ń|���v���^�]���C�]�����p�����Ă��Ă���D�����}�ʂ̕��i�ł��C���[�J���ς��Εʂ̂��̂ƍl���C�]����������蒼���D���ԏ�t�B�[���h�ŋN�����s�/�̏�́C���ԏ�ƃx���`�ƂŒ��ׁC��������������D������O�̂��Ƃł��邪�C�����������ƂN�p�����Ă��Ă���D�������ē���ꂽ�������̃m�E�n�E���C�����ヂ�f���̐v/�J���Ɋ������Ă����D���̌J��Ԃ��C�p���ō���K7V�V���[�Y�Ɏ����Ă���D
����K7V�|���v�ł����[�U���ɁC�����]�f�o�ʓ����C���͎w���]�f�o�ʓ����C�O�ϓh���C����p�����قȂ�D��������[�U�̍����C�C�O�̃V���x���H��ɁC�N��10�������ʂł��邪�C�͂��邱�Ƃ����Ă���D������Z�p�̈�Ǝv���Ă���D�v/�J�����傾���łȂ��C��БS�̂̑��͂ŒB���ł��邱�ƂƎv���D
3.2�@�����V���x���p�̃R���g���[���ق̐v
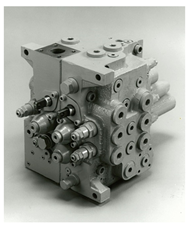
1985�N20�g���N���X�V���x���p�R���g���[����KMX15�i�}2�j�̗ʎY���J�n�����D����܂œ��Ђ̓V���x���p�|���v�C���[�^�̐������т͖L�x�ł��������C�{�i�I�ȃV���x���p�R���g���[���ق�v�C�����������Ƃ͂Ȃ������D���_�ˍH��ɂ̓R���g���[���ق̐��Y�ݔ��͖����C�v�m�E�n�E�����������D���[�U�̃V���x���H��ɍs���āC���А��̃R���g���[���فC�����R���ق����邽�сC���̎��т������܂����v���Ă����L��������D
KMX15�̓l�K�e�B�u��������i�}3�j�ł���C���s���i�E����D��ɉ����C�u�[�������Đ���A�[�������ύĐ��C���s�����C�p�C���b�g�������G�A�����@�\�Ȃǂ̑����̋@�\��3�����^�P�[�V���O���Ɏ�荞��ł���D���G�ő��@�\�̐��i�ł���C�����̊Ǘ��\�͂��Ⴉ�������Ƃ�����C�ʎY�i�������肷��܂ŁC���Ȃ킿�V���x�����ڌ�Ɍ�����s��������Ȃ�܂łɐ��N��v�����D
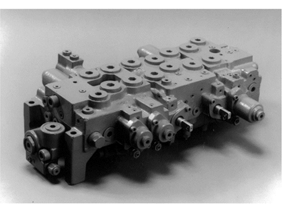
1987�N�ɂ�13�g���N���X�V���x���pKMX13�i�}�S�j�̗ʎY���J�n�����D2�u���b�N�w�ʍ��킹�^�ł���DKMX15,13�܂ł͑��s�X�v�[���̓����N�ɂ��@�B������ł������D�y�_���t�����s�p�p�C���b�g��RCV�WC�̓K�p�Ƌ��ɁC�Ȍ�̃R���g���[���ق͑��s�X�v�[���������p�C���b�g���ɕς���Ă������D
3.3�@�����R���ق̊J��
�����C�����ă����R���فi�����p�C���b�g�فjTH40K�i�}5�j���J������Ă����D�s��ł̓R���g���[���ق̃X�v�[�����쓮��������Ƃ��āC�����N�ɂ��@�B�����Ɩ����p�C���b�g�����Ƃ����݂��Ă����D�����p�C���b�g�����͂��܂�M������Ă��炸�C���쐫�̗v���̌������G���h���[�U�ɂ̓����N�ɂ��@�B�����̃V���x���őΉ�����Ƃ̂��Ƃł������D�@�B�����̃R���g���[����KMX15 ������C���������D�������C���̎��̃����R����TH40K�̊J���̐����i�}6�j���v���̈�ƂȂ��āC�ʎY�ł͖����p�C���b�g�����݂̂ƂȂ����D�Ȍ�͋@�B�����R���g���[���ق̃j�[�Y�������Ȃ����D
3.4�@�����V���x���ւ̃V�X�e���Ή�
����܂ł͓��Ђ̓|���v�C���[�^����ɐ����̔����Ă��Ă������C�R���g���[����KMX15,13�ƃ����R����TH40K�������C�����V�X�e���Ƃ��ăV���x�����[�J�ɋ����ł���悤�ɂȂ����D���ʁC���̃V���x���̖����V�X�e���ɂ��[���֗^���邱�ƂƂȂ�C�V���x�����[�J�Ƌ����ő��쐫�̗ǂ��V���x���Ɏd�グ�Ă����悤�ɂȂ����DKMX�R���g���[���ق̃X�v�[���̊J���ʐϓ����̓��[�U���ɈقȂ�C����͂��̃��[�U�ł̎��ԃe�X�g�Ō��߂�悤�ɂ��Ă���D���̌�C�R���g���[���������C�V���x���pKawasaki�����V�X�e���ƌĂׂ���̂ɔ��W���Ă������Ǝv���D
�S�D�����@��̔̔��C�Ǘ�
4.1�@1995�N�@�n�m�[�o�[���b�Z
�@�H�Ɖ�W���c�̈���Ƃ��ē��Ђ��o�W�����D���Ђ�6�l�A�e���_���g�C���͂��̃��[�_�ł������D�A�p�[�g�Ɉ�l��������ăz�[���X�e�C�������D2�T�Ԓ��x�؍݂����Ǝv���D
4.2�@KPM(USA)����
1999�N����2006�N�܂ŃA�����J�ł̔̔����KPM(USA)�ɒ��݂����D�V���x���p�|���v��K3V�V���[�Y�̓������i�𗬗p���������p�Δ^�A�L�V�����s�X�g���|���vK3VL�i�}7�j���C���Ă̖����|���v�s��ɎQ������_���ŊJ������Ă���C���̔̔����傽�銈���ł������D�㗝�X�o�R�̔̔��ł���C�㗝�X�̐�̃��[�J�̎��@�����c��������C�����͍쓮���Ƃ̃}�b�`���O����ꂸ�C��J�����D
�O���[�o����茚�@�B���[�J��30�`45�g���V���x���ɓ��Ђ̃p�������|���vK5V200DPH�i�}8�j�̗̍p����������Ă��鎞�ł������D���̃A�����J�H��̒��ɂ���v����Ƒō��������邽�߁C���x���Г�4���Ԃ����C�Ԃ��^�]���Ēʂ����D�����č̗p�����肵�C�ʎY�@�ɓ��ڂ����ƁC�����̓t�B�[���h�ł̃g���u�������������D���̃A�����J�H��ɕԋp���ꂽ�̏�|���v��_�����邽�߂ɁC�܂��Ԃ��^�]���Ă͒ʂ��o���������D���̍H��ł̓V���x���݂̂Ȃ炸��^�z�C�[�����[�_�����Y����Ă����D���E���ɗA�o�����Ƃ̂��ƁD���̑�^�z�C�[�����[�_�ɂ������C���А��̃|���v�����ڂ���邱�Ƃ��Ă����D
�i����͌��2015�N�C���[�h�Z���V���O�^�|���vK3VLS85�Ŏ������邱�ƂɂȂ�D�j
4.3 KPM(UK)����
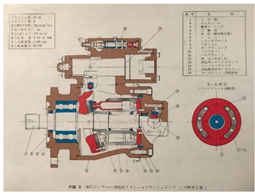
�C�M���X�ɂ���KPM(UK)��2010�N����2012�N�܂Œ��݂����D�X�^�b�t�@���[�^�Y���Ă���H��ŁC�V���x���p�|���v�C���[�^�����Y���Ă����D���[���b�p�ł̔̔����S�����Ă��鐻���C�̔���̂̉�Ђł���D���Ȃ݂ɃX�^�b�t�@���[�^�͑O�q�́u���̋@�B�v1)�ɂ��f�ڂ���Ă����i�}9�j�D
2012�N�C���߂ă��[���b�p�̑�茚�@�B���[�J�̃z�C�[�����[�_�̃��C���|���v�Ƃ��đO�q�̉��Č����A�L�V�����s�X�g���|���vK3VL112���̗p���ꂽ�D1995�N�n�m�[�o�[���b�Z�ɏo�W����������17�N��̂��Ƃł������D�����āC����K3VL112�̗̍p�́A��ɓ��Ђ��V���x���ȊO�̎s��ɎQ�����邫�������ƂȂ����D
4.4 �Y�Ƌ@�B�p��^�|���v
2010�N���Ђ͎Δ^�����E��e�ʃs�X�g���|���vK7VG500�̊J���ɒ��肵�C500MN��^�b���v���X�ւ̓K�p��ڎw����2)�D�@�����̂��e��500cc/rev�C��i����45MPa�C�ō�����50MPa (�}10) �D���ꂾ�������C��e�ʂ̎Y�Ɨp�|���v�Ƃ��ẮC�h�C�c���̂��̂������т͂Ȃ������D
���@�ł�1��̓d�����[�^�̑O���ƌ�둤�ɂ��ꂼ��2��̃|���v���^���f���ő��������D���ꂪ6�Z�b�g�L��C���v24��̃|���v�ŋ쓮�����傪����ȃv���X�V�X�e���ł������D���Ђ̎��O�x���`�������C���@�Ɠ����쓮���C�������C���@���݂̉�H/�z�ǂōs�����ƂƂ����D�������C�d�����[�^�̑O���ɂ���2��^���f���ő��������D�x���`�ϋv�������C���̎��@���݂̉�H��ŁC�����Ƃ�͋[������������^���čs�����D�|���v�̊J���͊������C2013�N4���C500MN��^�b���v���X�͗\��ʂ藧���オ�����D�����C��e�ʂ̎Y�Ɨp�|���v�Ƃ��Ĉ�̎��т�������Ǝv���D
4.5 �������������[�^M7V
2010�N�����̍������[�^�s��͉��đ��А��̎Ύ��^���[�^�ɂ���Đ�߂��Ă����D���т̂���Δ^�������[�^�ɐV�����Z�p�荞�݁C42MPa�ƍ�����i���͂�5,000min-1�@�܂ł̍�����]����������M7V112 �i�}11�j��2015�N�ʎY�������D���̐��i�����C���A�b�v�����u�Δ������������[�^M7V�V���[�Y�v��2019�NJFPS�Z�p�J���܂�����������3) �D����܂ŎΎ����s�X�g�����[�^�ł��������ł��Ă��Ȃ�����������]�̈�ɓ��B�ł����B�܂��A�s��ł͒ᑬ�ł̊����グ���\�ł��]������Ă���D
4.6 �l�����삵�ē������@�B�C�V�X�e��
���N���O�C��p�x�����{�b�g�̎���i�̍쓮�m�F�e�X�g�̒i�K�ł��������C�������삵���o��������D���o�[�������āC��[�̊������Ă����ƁC�p���[�V���x���̉^�]�ȂŁC���o�[����ł����ăo�P�b�g�����Ă���̂Ɠ������o�ł��邱�Ƃ��v���o�����D�A�N�`���G�[�^��[�𑀍�҂̎v���ʂ�̑��x�ŁC�v���ʂ�̈ʒu�ɓ������C�K�v�Ȃ����̗͂��o���āC�d����������C�����ɑ���҂̑S�_�o���W��������D��p�x�����{�b�g�ƃp���[�V���x���ɋ��߂��Ă���@�B/����Z�p�̖{���͓������̂ł���D�����g����҂ɂƂ��đ��삵�₷���C���쐫���ǂ��h�Ƃ����d�v�ȓ����͐��l���C��ʉ����ł��Ȃ��̂ŁC��r���邱�ƁC���҂ɓ`���邱�Ƃ��ł��Ȃ��D�g���������h�Ƃ�������C���_�̌n�͗L�邪�C�g�l�����삵�ē����������h�͖����Ɏ��s����őΉ����Ă��镔���������悤�Ɏv���D�g�V�X�e���̑��쐫�̗ǂ��h���ʉ����C������グ�邽�߂ɂǂ������@��i�����Ƃ͌���Ȃ����j���ǂ��̂��C�ƍl���Ă����ׂ��Ǝv���D
�T�D�I����
��20�N�ԁC�V���x���p�R���g���[���ق̐v�����Ă����D�����Ƃ��Ă̓V���x���̏�ŃR���g���[���ق̃X�v�[�����������C���ő���������C��ŃI�y���[�^�̑��슴���C�Ƃ���������ł̓��X���v���o���D���킹�āC�P�[�V���O�f�ނ̐}�ʂ������đf�ދƎ҂ɒʂ��߁C���������Ő}�ʂ��������Ă����L���������D���܂��s�����ǂ������炸�i�߂Ă����D�v���C�ʎY�����C�̔����������Ă������C���ꂪ�J���ƌĂׂ郌�x���̂��̂ł��������C�������₷��D
�u�����V���x����S�v4)�Ɉȉ��̂悤�Ȃ��Ƃ��L����Ă���D�u���{���̖����|���v�C�R���g���[���ٓ��̖����@���f�C�[�[���G���W���������@�탁�[�J�Ԃ̋����⌚�@�B���[�J�Ƃ̋��Ƃɂ�萫�\�E�R�X�g�̗��ʂŐ��E�g�b�v�N���X�ƂȂ�C���E�V�F�A�������D�v�@���ЂɌ��炸�ǂ̖����@�탁�[�J�ł������ł��낤���C��͂�C�����@�탁�[�J�Ɩ{�@���[�J�Ƃ������Ŗ����@�����Ăė��Ă���Ǝv���D�����đ����̕��i���[�J��������x���Ă���D���[�U�Ɏg���Ă��������邱�ƂŁC���Y���p���ł��C����Ŏ��̐���̖����@��̊J���ɂȂ��邱�Ƃ��ł���D
�����Z�p�C�����@��͑S�̃V�X�e���̒��ŏd�v�Ȗ������ʂ����Ă��邪�C���̉��̗͎����ł���C�ڗ����Ȃ��D���́u�\���@��v�ƌĂԂ̂��ǂ��̂ł͂Ǝv���D�v�҂͂��̋@��̐��\/�@�\�����߂悤�Ǝv�������ł͏\���ł͂Ȃ��D�u�\���@��v�́C�{�@���邢�͑S�̃V�X�e���̐��\/�@�\�̌���ɂǂ��v�����Ă��邩�C��������ɁC���ɍl����ׂ��Ǝv���D
�Q�l����
1�j �勴�G�Y�F���̋@�B�C�X�k�o��,���G8�i1975�j
2�j �����q�G�F�b���@�B�p������e�ʖ����@��ɂ��āC���Z�p, Vol.57, No.1, p.43-49�i2018�j
3�j ���c�M���F�Z�p�J����܂ɂ���, �t���[�h�p���[�V�X�e���CVol.51, No.1, p.E22-E29�i2020�j
4�j �����M��C���R���Z�F������ �����V���x����S, ���{�H�Əo��, �����ɂ������� (2017)
���ҏЉ�
 �Ђ�������
�Ђ�������
��c��Y�@�N
1978�N������w��w�@�H�w�n�����ȏC�m�ے��C���D���N���d�H�Ɠ��ЁC�V���x���p�R���g���[���ق̊J���ɏ]���D2006�NKPM�]USA�v���W�f���g, 2009�NKPM(UK)�v���W�f���g�C2014�N�햱������C�����@�B�J���p�j�[�v���W�f���g�C2020�N��N�ސE�D���{�t���[�h�p���[�V�X�e���w����E�t�F���[�C���{�@�B�w�����D
E-mail�Fkeith.hida21(at)gmail.com
�}1�@���A�L�V�����v�����W���|���v
KVC925�|�u���̋@�B�v1)�@���G
�}2�@20�g���N���X�V���x���p�����R���g���[���� KMX15
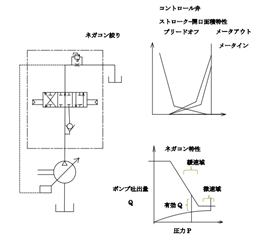
�}3�@�V���x���p�����V�X�e���F
�l�K�e�B�u�R���g���[������
�}4�@13�g���N���X�V���x���p
�����R���g���[���� KMX13

�}5�@�����R���� TH40K
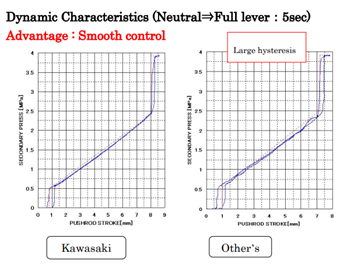
�}6�@�����R���ق̊J���@�X�g���[�N�[������

�}7�@�����p�Δ^�A�L�V����
�s�X�g���|���vK3VL/80A

�}8�@�p�������|���v K5V200DPH