1.はじめに
2023年度(第42期)通常総会において,2022年度技術功労賞を顕彰いただきましたこと,誠に光栄なことと大変感謝しております.これまで,学会活動(学会誌編集委員,研究会幹事,国際会議実行委員),共同研究開発を通じて非常に多く方々と出会い,ご支援,ご協力いただきました.この場を借りてあらためて御礼申し上げます.著者は,大学4年次の卒業研究において油圧作動油に換わる新しい作動流体である,「高含水流体」の共同研究に出会って以来,振り返ると38年間,フルードパワーおよびその周辺技術の開発に関わってきた.本稿では,これまで携わってきた産学連携による技術開発を自身で振り返ることにしたい.
2.産学連携による共同研究
2.1 高含水作動流体(1981年−1986年)
第2次オイルショックにより石油価格が急騰し,油圧関連業界にとっては将来作動流体として鉱油がこれまでのように使えなくなるという危機感が強くなった.そこで,水分が95%以上の高含水作動流体で液圧システムを駆動する研究が一躍注目され,(社)日本油圧工業会(当時)の会員企業62社,(財)機械振興協会技術研究所,(社)日本油空圧学会(当時)の産学共同研究事業としてスタートすることになった1).筆者は現在のインターンシップの形で,神奈川大学浦田研究室から約10ヶ月間,機械振興協会技術研究所に派遣され実験を行うことになった.実験は作動流体の潤滑性の評価を行うもので,各種試作流体を使用して,摩擦試験や疲労試験を繰り返してデータを取得し評価を行った.技術検討会で,山口先生(横浜国大,当時),前田先生(成蹊大,当時),小嶋先生(神奈川大,当時),浦田先生(神奈川大,当時)の第一線の研究者と企業技術者が,深夜まで真剣な議論を戦わせていたことを懐かしく思い出す.高含水作動流体はその後,欧州を中心に環境保全に関する規制や法律の整備が進んだため,より安全性の高い作動流体に「水」を利用した研究が各国で行われるようになり,現在の水圧システムの開発,実用化へと発展している.
2.2 三次元曲げ加工システム(2001年−2010年)
東京工科大学の一柳先生(当時)がリーダを務める,パラレルメカニズムの技術を用いた三次元曲げ加工システムの開発プロジェクトに参画する機会を得た.NEDOの大学発事業創出実用化研究開発事業で中小企業(菊池製作所),大学(東京工科大,法政大),研究機関(機械振興協会)が共同で補助金を活用し,産学連携で技術開発を行うスキームであった.金属管材の単純な形状の曲げ加工については当時多くの加工法,加工機が実用化されていた.従来の加工は,素材を塑性変形させて金型の形状を金属部分に転写する方法であり,大量生産には優れているが多数の型を製作しなければならないため,多品種少量生産では高コストになり,ねじりを含む複雑な三次元形状の曲げを行うことは困難であった.この問題を解決するため,引抜き型によって管を拘束しながら曲げ加工を行う,押通し曲げ加工法が提案された.押通し曲げ加工法は押抜き型の位置をCNC 制御することで,曲げ半径が連続的に変化する三次元曲げが可能であるという特徴を有する.そこで本研究ではこのことに着目し,押通し曲げ加工における可動金型の駆動に油圧駆動のパラレルメカズムを用いることにより,従来の押通し曲げ加工機に比べシンプルな構造で任意の三次元形状に加工が行えるという特徴を持つ,管材などの長尺材曲げ加工システムを実用化した(図1).この成果の一部は,2010年度フルードパワーシステム学会学術論文賞受賞を受賞する栄誉を得た.
2.3 気泡除去技術(2010年-2016年)
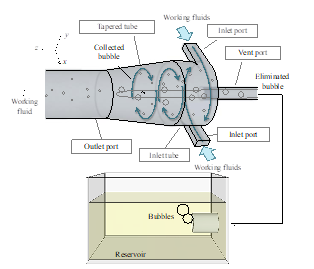
経済産業省平成22年度戦略的基盤技術高度化支援事業(通称サポイン)に「油圧動力伝達システムに使用する油中気泡除去技術の開発」が採択された.オーパスシステムの鈴木氏(当時)が発明した旋回流を利用した気泡除去の原理(図2)をベースとし,建設機械や各種産業機械の油圧動力伝達システムに搭載するための諸課題を解決することを目的とした.中小企業(TNK,当時),大学(法政大),研究機関(機械振興協会),川下ユーザ企業(小松製作所),管理法人(タマティーエルオー)のチーム体制であった.油圧システムにおいて,高出力化および小型化のためには,システムの高圧化(21MPa→45MPa)が有効である.しかし通常の油圧システムの油には数%〜10%の気泡が常に存在しており,油の見かけの剛性が低下し,大幅なエネルギー伝達ロスが発生している.本研究開発では,旋回流により気泡を集積し,油中から効率的に放出する気泡除去技術を確立して,油中の気泡混入率を改善してエネルギー伝達ロスを軽減する.この気泡混入率の低減により,高圧化したことで顕著になる,油タンクの油面からの空気の巻き込みの増加や溶存空気の析出(キャビテーション)を低減する.また,作動油の寿命を左右する主原因は,油中に存在する空気による酸化と熱的な劣化である.大気圧下の室温で油中に存在する気泡が,油圧動力を発生させるためのポンプ内で加圧されると,気泡の温度は急激に上昇し,35MPaの高圧下では気泡(空気)の温度は1400℃にも達する.この熱はすべて周囲の油に伝わり油の劣化が進む.したがって,タンク中の油中気泡を効率よく除去することにより酸化と熱劣化を防止する.作動油中からの気泡分離除去の研究は,製品の実用化と共に多くの学術成果を生み出した.設計方法を中心とした内容について、当時博士課程の大学院生であった坂間氏が研究論文をまとめ,博士(工学)の学位を取得した.この研究に対し2014年度SMC高田賞が授与された.
3.おわりに
著者のこれまでの産学連携についての経験をいくつか振り返った.油空圧分野は「研究課題」がもうあまり無い成熟分野で競争的研究資金の獲得も困難である,などとも言われている.産学連携も古くからのテーマであるが,本事例のように,公的な補助金を獲得し学術的な成果と実用的な技術開発の両面で成果が上げられたことは,産学連携のモデルケースとして参考になると考える.今回の受賞に少しでも報いるべく,今後とも可能な限りフルードパワー技術の発展および学会活動へ積極的にかかわっていきたい.
参考文献
1) 五嶋裕之:機械振興協会におけるフルードパワー技術研究の今昔,フルードパワー,Vol.25,No.1,p.53-57 (2011)
2) 五嶋裕之,田中豊,一柳健:パラレルメカニズムを用いた曲げ加工機による管材の三次元加工,日本フルードパワーシステム学会論文集,Vol.41, No.4, pp.74/79 (2010).(日本フルードパワーステム学会学術論文賞)
3) 坂間清子,田中豊,鈴木隆司:気泡除去装置の設計と評価に関する研究(第2報 スパイラル係数を用いた放気口径と流出口径の選定),日本フルードパワーシステム学会論文集,Vol.45,No.5, p.79-84 (2014)(SMC高田賞)
著者紹介

ごとうひろゆき
五嶋裕之 君
1987年神奈川大学大学院工学研究科修士課程修了,2010年法政大学大学院博士後期課程修了.1987年日立製作所,2000年機械振興協会技術研究所,2016年菊池製作所,2017年工苑,現在に至る.フルードパワーシステム関連の研究開発に従事.日本フルードパワーシステム学会,日本機械学会などの会員.日本フルードバワーシステム学会フェロー,博士(工学).
E-mail: goto(at)koenn.co.jp
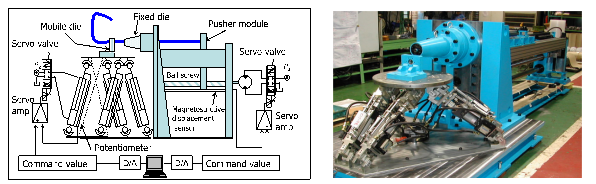 図1 三次元曲げ加工システム2) |
|

|
| 図2 旋回流を利用した気泡除去の原理と除去装置の一例3) | |